

يواجه تصنيع المركبات الحديثة ضغوطًا متزايدةً لتقديم أجزاء عالية الأداء بشكل أسرع وأكثر كفاءةً من أي وقتٍ مضى. وغالبًا ما تتطلب عمليات الترتيب التقليدية طبقات عديدة من الأقمشة مُوجَّهة في اتجاهات مختلفة، مما يؤدي إلى إجراءات تستغرق وقتًا طويلاً ويمكن أن تُدخل تبايناتٍ وعيوبًا محتملةً. وتمثل الأقمشة متعددة المحاور نهجًا ثوريًّا في بناء المركبات، حيث تجمع بين اتجاهات ألياف متعددة في هيكل نسيجي واحد، ما يبسِّط عملية التصنيع بشكل كبير مع الحفاظ على خصائص ميكانيكية فائقة.
تتزايد الاعتماد على المواد المركبة في قطاعات الطيران والفضاء، والصناعات automobile، والصناعات البحرية، وطاقة الطاقة المتجددة لتحقيق أهداف خفض الوزن دون المساس بالسلامة الإنشائية. ومع ذلك، فإن تقنيات تركيب الأقمشة التقليدية تُعَرِّض عمليات الإنتاج لتحديات كبيرة تتعلق بسرعة التصنيع، وتكاليف العمالة، واتساق الجودة. وتُعالِج الأقمشة متعددة المحاور هذه التحديات من خلال دمج اتجاهات ألياف متعددة داخل طبقة واحدة من التعزيز، ما يمكّن المصنّعين من تحقيق هياكل ألياف معقدة بعدد أقل من خطوات التصنيع، وبانخفاض ملحوظ في احتمالات الخطأ البشري.
فهم هندسة الأقمشة متعددة المحاور
مبدأ التصميم الإنشائي
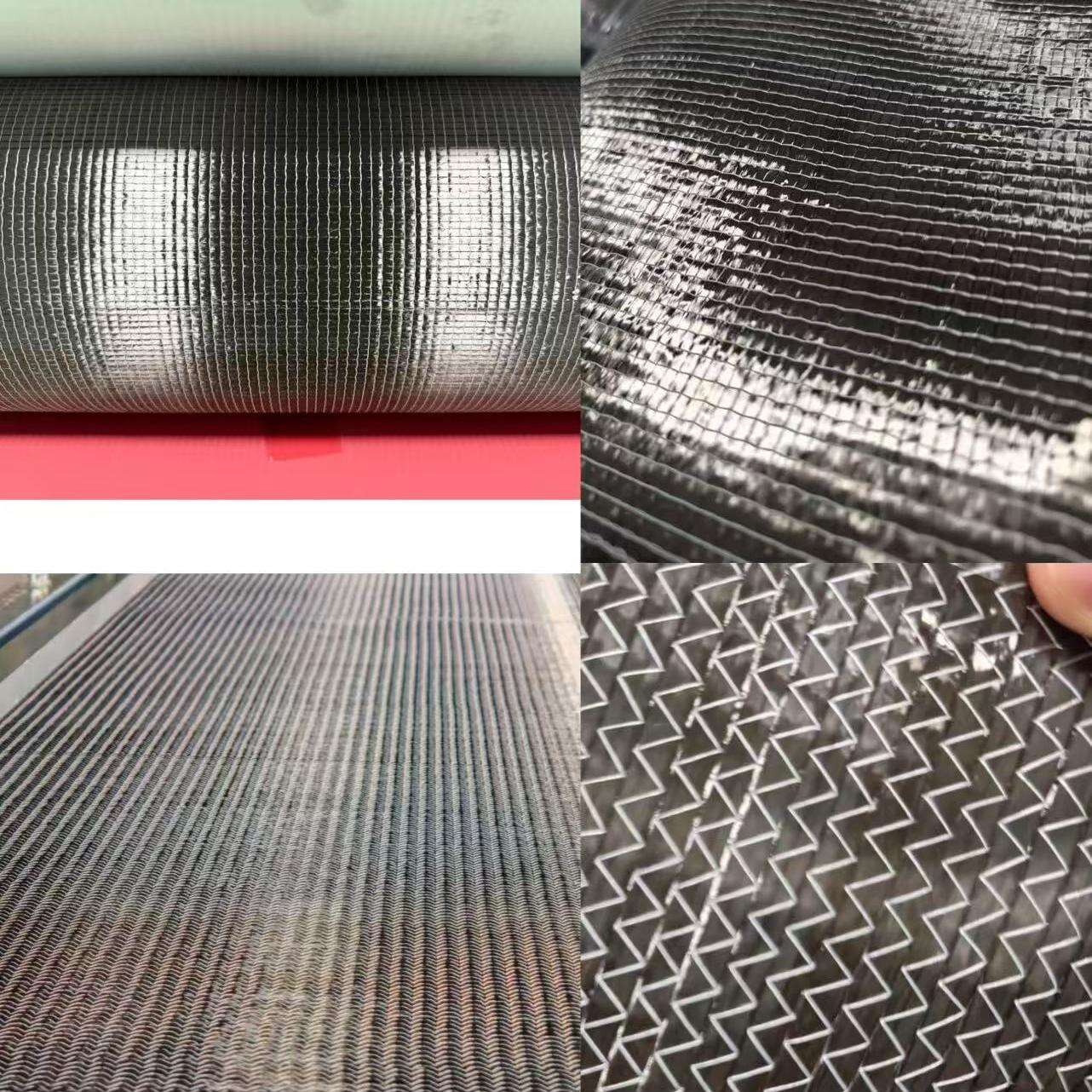
تتميز الأقمشة متعددة المحاور بطبقات متعددة من الألياف المستمرة المُوجَّهة بزوايا محددة مسبقاً، وعادةً ما تشمل اتجاهات 0° و+45° و−45° و90° ضمن بنية مدمجة واحدة. وعلى عكس الأقمشة المنسوجة التقليدية التي تتبع فيها الألياف نمط «العلوي-السفلي» الذي قد يؤدي إلى تجعُّد الألياف وتقليل الخصائص الميكانيكية، فإن الأقمشة متعددة المحاور تحافظ على مسارات ألياف مستقيمة لتحقيق أفضل انتقال للحمولة. وتُثبَّت طبقات الألياف معًا بواسطة خيوط تثبيت خفيفة الوزن أو روابط لاصقة تؤثر بأدنى قدرٍ ممكنٍ على الأداء الكلي للمادة المركبة.
يتيح هذا النهج المعماري للمهندسين التحكم بدقة في اتجاهات الألياف وكسرها الحجمي في كل اتجاه، مما يُحسِّن تركيب القماش ليتلاءم مع ظروف التحميل المحددة. والنتيجة هي تعزيزٌ مُصمَّمٌ خصيصاً يوفِّر بالضبط الخصائص الميكانيكية المطلوبة لكل تطبيق. التطبيق مع التخلص من عملية التخمين المرتبطة بوضع الألياف يدويًّا. ويمكن للأقمشة المتعددة المحاور المتطوّرة أن تدمج ما يصل إلى ثمانية اتجاهات مختلفة للألياف داخل هيكل نسيجي واحد، مما يوفّر مرونة غير مسبوقة في التصميم.
خيارات دمج المواد
معاصرة أقمشة متعددة المحاور وتسمح هذه الأقمشة باستيعاب أنواع مختلفة من الألياف، بما في ذلك ألياف الكربون، والزجاج، والأramid، والألياف الطبيعية، وفقًا لمتطلبات الأداء واعتبارات التكلفة. كما تتيح التراكيب الهجينة التي تجمع بين أنواع مختلفة من الألياف داخل نفس البنية النسيجية للمصمِّمين تحسين الخصائص مثل الصلادة، ومقاومة التصادم، وخصائص التمدد الحراري. وبعض الأقمشة المتعددة المحاور تدمج مواد أساسية مثل الرغوة أو الهيكل السداسي (النحلّي) مباشرةً داخل البنية النسيجية، مُشكِّلةً تركيبات سندويشية تحقِّق أقصى درجات الصلادة الانحنائية مع تقليل الوزن إلى أدنى حدٍّ ممكن.
تتراوح أنظمة الترقيط المستخدمة لتثبيت الأقمشة متعددة المحاور من الحياكة البسيطة بنمط التريكو إلى البناءات المعقدة متعددة القضبان، والتي يمكنها استيعاب اختلاف سماكات الأقمشة وأنواع الألياف. وتضمن تقنيات الترقيط الحديثة أدنى درجة ممكنة من تشويه الألياف، مع توفير تعزيز كافٍ عبر السماكة لمنع الانفصال الطبقي أثناء عمليات المناولة والتصنيع. ويمكن هندسة هذه أنظمة الربط بحيث تذوب أو تلين أثناء حقن الراتنج، مما يقلل أكثر من تأثيرها على الخصائص النهائية للمواد المركبة.
مزايا عملية التصنيع
تخفيض وقت الترتيب
تتطلب عمليات التجميع التقليدية للمواد المركبة وضع طبقات القماش الفردية وتوجيهها بعناية، حيث تُضيف كل طبقة تعقيدًا وفرصةً لوقوع أخطاء في المحاذاة. أما الأقمشة متعددة المحاور فتدمج اتجاهات الألياف المتعددة في طبقات واحدة، مما يقلل من وقت التجميع بنسبة تصل إلى ٦٠٪ مقارنةً بالطرق التقليدية. ويؤدي هذا التوفير في الوقت مباشرةً إلى خفض تكاليف العمالة وزيادة معدل الإنتاج، ما يجعل تصنيع المواد المركبة أكثر تنافسية اقتصاديًّا مقارنةً بالمواد التقليدية.
كما أن خفض عدد خطوات المناورة يقلل أيضًا من مخاطر التلوث والتلف الذي قد يصيب الألياف أثناء التعامل المتكرر مع المادة. فكل طبقة من نسيج متعدد المحاور تُعوِّض ما كان يتطلبه عادةً ثلاث إلى خمس طبقات منفصلة من الأنسجة، مما يبسِّط إدارة المخزون بشكل كبير ويقلل من احتمال وقوع أخطاء في التوجيه. ويمكن لمعدات الوضع الآلي معالجة الأنسجة متعددة المحاور بكفاءة أعلى بسبب تركيبها المدمج وانخفاض عدد الطبقات الفردية المطلوبة لكل طبقة مركبة.
تحسينات في اتساق الجودة
توفر الأقمشة متعددة المحاور استقرارًا أبعاديًّا متفوقًا مقارنةً بأنظمة الأقمشة التقليدية، مما يقلل من احتمال ظهور التجاعيد أو الجسور أو عدم انتظام ترتيب الألياف، وهي عوامل قد تُضعف أداء المواد المركَّبة. ويمنع الهيكل المدمج انزياح طبقات الألياف الفردية أثناء التعامل معها ومعالجتها، ما يضمن ثبات كسور حجم الألياف واتجاهاتها في جميع أنحاء الجزء النهائي. وتكمن هذه الميزة في الاستقرار بشكل خاص في الأشكال الهندسية المعقدة، حيث قد تتعرَّض الأقمشة التقليدية لتشوهات مفرطة عند التدلي.
يصبح التحكم في الجودة أكثر سهولةً مع الأقمشة متعددة المحاور، نظرًا لأن فنيي التشغيل يحتاجون فقط إلى التحقق من وضع واتجاه عدد أقل من الطبقات الفردية. كما أن تقليل عدد الواجهات بين طبقات القماش يقلل أيضًا من احتمال حدوث عيوب بين الطبقات مثل المناطق الجافة أو المناطق الغنية بالراتنج، والتي قد تؤثر تأثيرًا كبيرًا على الخصائص الميكانيكية. وتُظهر بيانات مراقبة العمليات الإحصائية باستمرار انخفاض التباين في الخصائص الميكانيكية عند استبدال تسلسلات الترتيب التقليدية بالأقمشة متعددة المحاور.
الخصائص والأداء والمزايا
تحسين الخصائص الميكانيكية
توفر البنية الليفية المستقيمة المتأصلة في الأقمشة متعددة المحاور خصائص ميكانيكية متفوقة مقارنةً بالأقمشة المنسوجة ذات الوزن المكافئ. ويمكن أن تكون مقاومة الشد والضغط أعلى بنسبة ١٥–٢٥٪ بسبب إزالة التقوس الليفي الذي يُضعف الهياكل المنسوجة التقليدية. ويتيح هذا التفوق الأداءَي للمصممين تقليل سماكة المادة مع الحفاظ على مستويات القوة المطلوبة، ما يسهم في تحقيق وفورات عامة في وزن المكوّن النهائي.
غالبًا ما تُظهر أداء التعب تحسُّنًا ملحوظًا مع الأقمشة متعددة المحاور بسبب خفض تركيزات الإجهاد عند نقاط تقاطع الألياف. كما أن هيكل الألياف المُتحكَّم فيه يسمح أيضًا بأنماط فشل أكثر قابلية للتنبؤ، مما يحسِّن موثوقية التحليل الهيكلي وحسابات التصميم. ويمكن تعزيز مقاومة التصادم من خلال وضع الألياف غير المحورية بشكل استراتيجي لتوزيع طاقة التصادم بكفاءةٍ أكبر مقارنةً بالطبقات المتداخلة التقليدية ذات الاتجاهات المتعامدة.
التوافق مع المعالجة
تُظهر الأقمشة متعددة المحاور توافقًا ممتازًا مع مختلف عمليات تصنيع المواد المركبة، بما في ذلك صب التشكيل بالراتنج (RTM)، وصب التشكيل بالراتنج المساعد بالفراغ (VARTM)، ومعالجة الراتنج المسبق (prepreg) في الأوتوكلاف. وتوفّر البنية المفتوحة عادةً خصائص جيدة لتدفق الراتنج مع الحفاظ على الاستقرار البُعدي أثناء عمليات الحقن. أما الأقمشة المتعددة المحاور المتخصصة المصممة لعمليات صب المركبات السائلة فهي تتميز بأنماط غرز مُحسَّنة تُنشئ قنوات تدفق تفضيلية لتوزيع أكثر كفاءة للراتنج.
يقلل الهيكل الموحَّد للأقمشة متعددة المحاور من احتمال انفصال الطبقات الفردية أو عوامها أثناء حقن الراتنج، وهي مشكلة شائعة في مكدسات الأقمشة التقليدية. وتضمن هذه الاستقرار نسبًا ثابتة بين الألياف والراتنج في جميع أنحاء القطعة، كما تقلل من احتمال ظهور مناطق جافة أو تكوُّن فراغات. وعادةً ما لا تتطلب درجات حرارة المعالجة ودورات التصلب أي تعديل عند التحوُّل من الأقمشة التقليدية إلى بدائل متعددة المحاور.
تطبيقات الصناعة ودراسات الحالة
تصنيع الطيران
لقد تبنّت شركات تصنيع الطائرات التجارية الأقمشة متعددة المحاور لكلٍّ من المكونات الهيكلية الأساسية والثانوية، حيث تُعتبر توفير الوزن وكفاءة التصنيع عوامل حاسمة. وتُستخدم الأقمشة متعددة المحاور عادةً في أغطية الأجنحة ولوحات جسم الطائرة وأسطح التحكم لتحقيق اتجاهات الألياف المعقدة المطلوبة لمسارات التحميل المثلى، مع خفض وقت الإنتاج والتكاليف. كما أن الجودة المتسقة والانحدار المحدود في التباين المرتبط بالأقمشة متعددة المحاور يدعمان أيضًا المتطلبات الصارمة للشهادات التي تتميز بها التطبيقات الجوية.
تستفيد التطبيقات الفضائية من ثبات الأبعاد وانخفاض خصائص التحلل الغازي (Outgassing) في أقمشة المحاور المتعددة الحديثة. وتُستخدم هياكل الأقمار الصناعية ومكونات مركبات الإطلاق هذه المواد لتحقيق مقاومة نوعية عالية مع الحفاظ على تحملات أبعادية دقيقة طوال عمرها التشغيلي. كما أن القدرة على ضبط اتجاهات الألياف بدقة تتيح لمصممي المركبات الفضائية تحسين الهياكل بما يتناسب مع ظروف التحميل الفريدة التي تتعرّض لها أثناء مرحلة الإطلاق والعمليات المدارية.
تكامل صناعة السيارات
تتطلب تطبيقات السيارات عالية الأداء بشكل متزايد استخدام الأقمشة متعددة المحاور في ألواح الهيكل، ومكونات الشاسيه، وأجزاء ناقل الحركة، حيث يُعتبر كلٌّ من خفض الوزن وكفاءة التصنيع أمرين جوهريين. وتتماشى القدرات الفائقة في المعالجة التي توفرها الأقمشة متعددة المحاور مع أحجام إنتاج السيارات ومتطلبات زمن الدورة. وتُستخدم أقمشة الكربون الليفي متعددة المحاور بشكل خاص في رياضات المحركات، حيث يمنح مزيج الأداء العالي وسرعة التصنيع مزايا تنافسية.
يقدّر مصنعو المركبات الكهربائية المرونة التصميمية التي توفرها الأقمشة متعددة المحاور لغلاف البطاريات والوحدات الهيكلية للبطاريات، حيث تُحسِّن توجيهات الألياف المحددة الأداء الميكانيكي وإدارة الحرارة في آنٍ واحد. وتتيح القدرة على دمج أنواع مختلفة من الألياف داخل هيكل قماشي واحد للمهندسين تحقيق توازنٍ بين المتطلبات الكهربائية والحرارية والميكانيكية في وقتٍ واحد. وباتت تقنيات الإنتاج المباشر للمركبات المركبة في قطاع السيارات تعتمد بشكل متزايد على الأقمشة متعددة المحاور لتحقيق أهداف التكلفة وزمن الدورة اللازمة للجدوى التجارية.
تحليل التكلفة والفائدة
وفورات تصنيع مباشرة
ورغم أن الأقمشة متعددة المحاور عادةً ما تكون أكثر تكلفة بنسبة ٢٠–٤٠٪ مقارنةً بالأقمشة المنسوجة التقليدية ذات الوزن المكافئ، فإن معادلة التكلفة الإجمالية للتصنيع غالبًا ما تُفضِّل الحلول القائمة على الأقمشة متعددة المحاور نظرًا للوفورات الكبيرة في تكاليف العمالة وانخفاض زمن المعالجة. فدمج عدة طبقات في طبقة واحدة يقلل بشكل كبير من عمليات القطع والمناولة والتثبيت اليدوية. كما تنخفض نسبة الهدر في المواد نتيجة تحسُّن كفاءة الترتيب (Nesting) وتقليل متطلبات التشذيب المرتبطة بجدولات التجميع (Layup) المبسَّطة.
وقد تنخفض أيضًا تكاليف القوالب، لأن الأقمشة متعددة المحاور غالبًا ما تتماشى بشكل أفضل مع الهندسات المعقدة دون الحاجة إلى وسائل تشكيل إضافية أو أداة تجميع معقدة. وبما أن عدد الطبقات الفردية يقل، فإن إجراءات ضبط الجودة تصبح أبسط، ويقل وقت الفحص، مما يسهم في خفض التكاليف الإجمالية. كما يصبح إدارة المخزون أكثر سهولةً بسبب قلة المواد الفردية التي يجب تتبعها وتخزينها، مما يقلل التكاليف العامة ويبسِّط لوجستيات سلسلة التوريد.
الفوائد الاقتصادية طويلة المدى
إن الخصائص الميكانيكية المحسَّنة التي يمكن تحقيقها باستخدام الأقمشة متعددة المحاور تُمكِّن في كثيرٍ من الأحيان من فرص دمج الأجزاء، حيث يمكن دمج مكونات متعددة في هياكل متكاملة واحدة. ويؤدي هذا الدمج إلى خفض تكاليف التجميع، وإلغاء الحاجة إلى وسائل التثبيت، وتحسين الموثوقية الشاملة للنظام. كما أن الأداء المحسن في مقاومة التعب لمجمعات الأقمشة متعددة المحاور يمكن أن يطيل عمر الخدمة ويقلل من متطلبات الصيانة، مما يوفِّر وفورات تشغيلية طويلة الأمد.
وتؤدي تحسينات الجودة المرتبطة بالأقمشة متعددة المحاور عادةً إلى خفض معدلات الهدر وإعادة التصنيع، ما يسهم في تحسين العوائد الإنتاجية. كما أن طبيعة معالجة الأقمشة متعددة المحاور القابلة للتنبؤ تقلل من وقت تطوير العمليات لتطبيقات جديدة، مما يُسرِّع من إدخال المنتجات الجديدة إلى السوق. المنتجات . وتتضافر هذه العوامل لتكوين حجج اقتصادية مقنعة لاعتماد الأقمشة متعددة المحاور عبر مختلف الصناعات.
اعتبارات التصميم والتحسين
اختيار هيكل الألياف
يتطلب اختيار هياكل الأقمشة المتعددة المحاور المناسبة مراعاةً دقيقةً لظروف التحميل المقصودة والقيود التصنيعية. وتوفّر التكوينات القياسية مثل 0°/+45°/-45°/90° خصائص متوازنةً تصلح للتطبيقات العامة، في حين يمكن تخصيص التصاميم الخاصة لتلبية حالات تحميل محددة، مثل المكونات التي تتعرّض بشكل رئيسي للالتواء أو تلك الحساسة جدًّا للانحناء. ويمكن تعديل النسبة النسبية للألياف في كل اتجاه لتحسين الأداء وفقًا للتطبيقات المحددة.
تُدمج أدوات تحليل العناصر المحدودة المتقدمة بشكل متزايد خصائص الأقمشة متعددة المحاور مباشرةً، مما يمكّن المصممين من تحسين اختيار الأقمشة خلال مرحلة التصميم المفاهيمي. وتساعد إمكانات تحليل الفشل التدريجي في تحديد اتجاهات الألياف المثلى لضمان التحمل أمام التلف ومتطلبات التصميم الآمن عند حدوث العطل. كما أن القدرة على تحديد اتجاهات الألياف ونسبها بدقة داخل الأقمشة متعددة المحاور توفر للمصممين تحكّماً غير مسبوق في خصائص الرقائق المركبة.
تحسين معلمات المعالجة
يتطلب التنفيذ الناجح للأقمشة متعددة المحاور تحسين معايير المعالجة، بما في ذلك معدلات تدفق الراتنج وضغوط التجميع وملفات التصلب. وقد تتطلب النسب الأعلى لحجم الألياف التي تتيحها الأقمشة متعددة المحاور تعديل تركيبات الراتنج لضمان الترطيب الكامل مع الحفاظ في الوقت نفسه على قابلية المعالجة. ويمكن لبرامج نمذجة التدفق التنبؤ بأنماط توزيع الراتنج وتحسين مواقع المنافذ للقطع المعقدة المصنوعة باستخدام الأقمشة متعددة المحاور.
تكتسب التحكم في درجة الحرارة أهمية خاصة عند معالجة طبقات الأقمشة متعددة المحاور السميكة، حيث يمكن أن تُحدث تفاعلات البلمرة الحرارية (التي تطلق الحرارة) تدرجات حرارية تؤدي إلى إجهادات باقية. وتساعد ملفات المعالجة المتدرجة ومعدلات التسخين المُتحكَّم بها في تقليل هذه التأثيرات إلى أدنى حدٍ ممكن، مع ضمان اكتمال عملية البلمرة في جميع أنحاء سماكة الطبقة. ويمكن لأنظمة مراقبة العملية أن تتبع تقدم عملية البلمرة وتحديد المشكلات المحتملة قبل أن تؤدي إلى عيوب في القطعة.
التطورات والابتكارات المستقبلية
دمج المواد المتقدمة
تدمج تقنيات الأقمشة متعددة المحاور الناشئة أليافًا وظيفيةً مثل أنابيب الكربون النانوية الموصلة، والسبائك ذات الذاكرة الشكلية، والألياف الضوئية مباشرةً في البنية النسيجية. وتتيح هذه الأقمشة الذكية متعددة المحاور تصنيع أجزاء مركبة مزودة بوظائف استشعار أو تشغيل أو كهربائية مدمجة دون الحاجة إلى عمليات تجميع ثانوية. ويمكن دمج قدرات مراقبة صحة الهيكل أثناء عملية تصنيع القماش، مما ينتج عنه مواد مركبة مزودة بقدرات تشخيصية مدمجة.
تستمر خيارات الألياف المستندة إلى مصادر حيوية والمعاد تدويرها في التوسع ضمن عروض الأقمشة متعددة المحاور، حيث تدفع المخاوف المتعلقة بالاستدامة قرارات اختيار المواد. وتُعَدّ أقمشة متعددة المحاور من الألياف الطبيعية التي تستخدم كتّانًا أو قنبًا أو ألياف البازلت بدائل صديقة للبيئة للتطبيقات التي لا تكون فيها الأداءات القصوى ذات أولوية أعلى من الأثر البيئي. أما التراكيب الهجينة التي تجمع بين الألياف الطبيعية والاصطناعية فهي تُحسِّن كلًّا من الخصائص الأداءية وخصائص الاستدامة.
تطور تكنولوجيا التصنيع
تستمر أنظمة التوضع الآلي المصممة خصيصًا لأقمشة متعددة المحاور في التطور لمعالجة هياكل أقمشة أكبر وأكثر تعقيدًا مع تحسين الدقة والسرعة. وتتيح أنظمة الرؤية والتحكم التغذوي في الوقت الفعلي تصحيح أخطاء التوضع فور حدوثها، كما تُحسِّن توافق القماش مع أسطح القوالب المعقدة. أما دمج هذه الأنظمة مع نظم التصنيع الرقمي فيوفِّر إمكانية التتبع الكامل وإعداد وثائق الجودة طوال عملية الإنتاج.
تمثل الأقمشة متعددة المحاور ثلاثية الأبعاد المرحلة التالية في تطور تقنية التعزيز النسيجي، حيث توفر تعزيزًا عبر السماكة يحسّن بشكلٍ ملحوظ مقاومة التداخل بين الطبقات وتحمل التلف. وتلغي هذه الهياكل ثلاثية الأبعاد الحاجة إلى مواد قلب منفصلة في التراكيب السندويشية، مع توفير مقاومة تصادمية فائقة وأداء ممتاز بعد التصادم تحت الضغط. ويمكن نسج ما يُعرف بالأشكال الأولية متعددة المحاور ثلاثية الأبعاد القريبة من الشكل النهائي مباشرةً ضمن هندسة القطعة النهائية، ما يكاد يلغي هدر القطع تمامًا ويقلل خطوات التصنيع.
الأسئلة الشائعة
ما هي الاختلافات الرئيسية بين الأقمشة متعددة المحاور والأقمشة المنسوجة التقليدية؟
تتميز الأقمشة متعددة المحاور بألياف مستقيمة غير مُجعَّدة مرتبة في اتجاهات محددة مسبقًا وبعددٍ متعدد، وتُثبت معًا بواسطة غرز خفيفة الوزن، بينما تستخدم الأقمشة المنسوجة نمطًا متشابكًا من التداخل (فوق-تحت) الذي يؤدي إلى جَعْد الألياف. ويعني هذا الاختلاف الجوهري أن الأقمشة متعددة المحاور توفر خصائص ميكانيكية أعلى بنسبة ١٥–٢٥٪ نتيجةً للهندسة المُثلى لتوزيع الألياف. كما أن هذه الأقمشة تدمج اتجاهات ألياف متعددة في طبقات فردية واحدة، مما يقلل من وقت تركيب الطبقات (Layup) وتعقيدها مقارنةً بتصنيع لواصق مكافئة باستخدام المواد المنسوجة التقليدية.
كيف تؤثر الأقمشة متعددة المحاور في أزمنة دورة التصنيع؟
عادةً ما تقلل الأقمشة متعددة المحاور وقت تركيب المواد المركبة بنسبة ٤٠–٦٠٪ مقارنةً بالطرق التقليدية، لأن طبقة واحدة من القماش متعدد المحاور تحل محل عدة طبقات فردية من الأقمشة. ويؤدي هذا التجميع إلى خفض عدد خطوات المناولة، وتقليل الأخطاء في التوجيه، وتبسيط إجراءات ضبط الجودة. كما أن الاستقرار البُعدي المحسن للأقمشة متعددة المحاور يقلل من المشكلات التشغيلية مثل التجاعيد والجسور التي قد تتسبب في تأخير الإنتاج، بينما تساهم توافقيتها مع أنظمة التموضع الآلي كذلك في تسريع دورات التصنيع.
هل يمكن لمعدات التصنيع الحالية للمواد المركبة معالجة الأقمشة متعددة المحاور؟
يمكن لمعظم معدات التصنيع الحالية للمواد المركبة معالجة الأقمشة متعددة المحاور مع إجراء تعديلات طفيفة أو من دون أي تعديل على الإطلاق، نظرًا لأن هذه المواد تتوافق مع العمليات القياسية مثل حقن الراتنج (RTM)، وحقن الراتنج تحت ضغط جوي منخفض (VARTM)، والأفران ذات الضغط العالي (autoclave)، والتشكيل بالضغط (compression molding). أما العوامل الرئيسية التي يجب أخذها في الاعتبار فهي ضبط معدلات تدفق الراتنج وضغوط التجميع لتتناسب مع النسب الأعلى المحتملة لمحتوى الألياف الحجمي التي تتيحها الأقمشة متعددة المحاور. وقد تستفيد بعض المرافق من تحديث معدات القطع لتصبح قادرةً على التعامل مع البنية السمكية والمُكثَّفة أكثر للأقمشة متعددة المحاور، لكن هذا ليس ضروريًّا دائمًا.
ما العوامل المتعلقة بالتكلفة التي ينبغي أخذها في الاعتبار عند تقييم الأقمشة متعددة المحاور؟
ورغم أن الأقمشة متعددة المحاور تكلف أكثر بنسبة ٢٠–٤٠٪ لكل رطل مقارنةً بالأقمشة التقليدية المكافئة، فإن معادلة التكلفة الإجمالية للتصنيع غالبًا ما تُفضِّل الحلول متعددة المحاور نظرًا لتوفيرها الكبير في العمالة، وانخفاض وقت المعالجة، وتحسين معدلات العائد. ومن أبرز الفوائد التكلفيّة المحقَّقة: خفض عمالة الترتيب (Layup)، وتبسيط إدارة المخزون، وتخفيض معدلات الهدر، وانخفاض تعقيد القوالب. كما قد تسمح الخصائص الميكانيكية المتفوِّقة للأقمشة متعددة المحاور بتحسين استخدام المواد، مما يقلِّل الاستهلاك الكلي للمواد، بينما يؤدي تحسُّن اتساق الجودة إلى خفض تكاليف إعادة التصنيع وتكاليف الضمان على امتداد دورة حياة المنتج.
جدول المحتويات
- فهم هندسة الأقمشة متعددة المحاور
- مزايا عملية التصنيع
- الخصائص والأداء والمزايا
- تطبيقات الصناعة ودراسات الحالة
- تحليل التكلفة والفائدة
- اعتبارات التصميم والتحسين
- التطورات والابتكارات المستقبلية
-
الأسئلة الشائعة
- ما هي الاختلافات الرئيسية بين الأقمشة متعددة المحاور والأقمشة المنسوجة التقليدية؟
- كيف تؤثر الأقمشة متعددة المحاور في أزمنة دورة التصنيع؟
- هل يمكن لمعدات التصنيع الحالية للمواد المركبة معالجة الأقمشة متعددة المحاور؟
- ما العوامل المتعلقة بالتكلفة التي ينبغي أخذها في الاعتبار عند تقييم الأقمشة متعددة المحاور؟