
У сфері композитних матеріалів препреги є беззаперечними «ключовими учасниками». Їх широко використовують у галузях авіакосмічної промисловості, автомобілебудування та спортивних товарів, де вони стають «основою» багатьох високотехнологічних пРОДУКТИ . Сьогодні ми запрошуємо вас на виробництво, щоб показати повний процес виготовлення препрегів — від ниток вуглецевого волокна до готової продукції.
Процес виробництва препрегу
Крок перший: Натягування ниток вуглецевого волокна
Історія препрега починається з витягування ниток з вуглепластикових волокон. Подивіться на ці щільно упаковані котушки з вуглепластиковими нитками, ретельно розташованими на обладнанні для витягування. Кожна нитка виглядає як тонкий чорний стрижень, який механічно вирівнюється, щоб підготуватися до подальшої інтеграції. Цей етап нагадує армію, що збирає своїх солдатів, об'єднуючи розкидані вуглецеві волокна в єдиний лад, забезпечуючи рівномірне розташування протягом наступних процесів. Це закладає основу для експлуатаційних характеристик препрега.

Крок другий: Нагрівання композиту
Після завершення процесу витягування волокон з вуглепластику матеріал переходить на етап нагрівання композиту. Тут під дією нагрітих валків пучки вуглецевих волокон проходять попереднє зчеплення між шарами. Наданий нагрів сприяє щільнішому контакті між волокнами, подібно до «фази розігріву», створюючи оптимальні умови для подальшого введення смоли. На цьому етапі пучки волокон поступово ущільнюються в суцільні шари волокон, набуваючи первинної форми «матеріалу».

Крок третій: Прокатне формування
Далі йде процес прокатки. Білі валки виступають у ролі основної форми, прокочуючи попередньо скомпоновані шари вуглепластику. Цей етап забезпечує не лише більш рівномірну товщину шарів волокна, але й додатково видаляє порожнини між шарами, у результаті чого утворюється щільніше розташування волокон. Уявіть собі розкочування тіста скалкою для досягнення рівномірної товщини. Під дією валків шари вуглепластику стабільно наближаються до стану «стандартної препрегової основи».

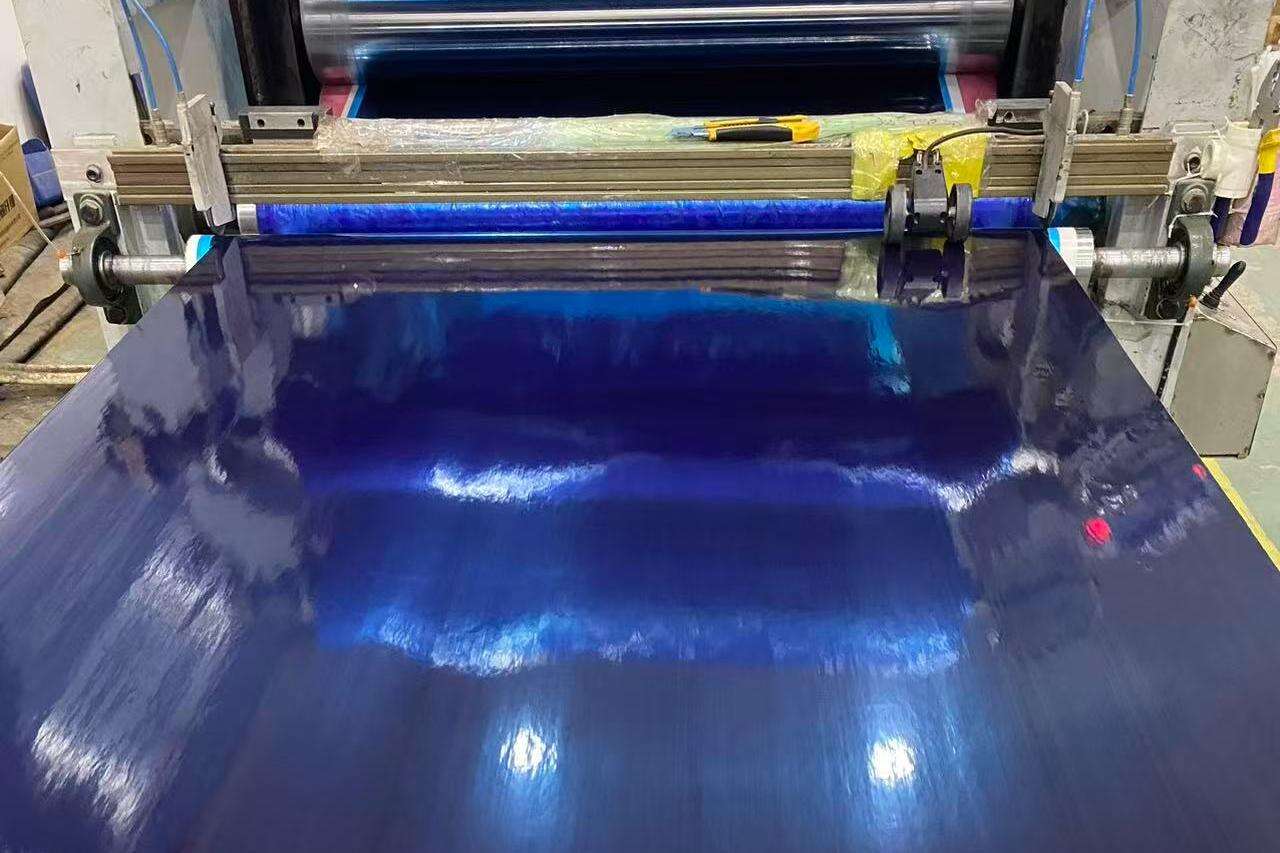
Крок чотири: Пропитування смолою
Найважливішим етапом є теперішній, коли шари вуглепластику глибоко поєднуються з смолою. Смола виступає як «адгезів» та «енейблер», рівномірно насичуючи кожне волокно вуглепластику. Ви можете побачити, що препрег після пропитування смолою має поверхню із виразним високотехнологічним блиском. Додавання смоли не лише підсилює зв'язки між волокнами вуглепластику, але й надає препрегу виняткових механічних властивостей, стійкості до корозії та інших «суперздібностей», що дозволяє йому чудово працювати в різних складних умовах експлуатації.
 |
 |
Крок п'ятий: Намотування готового продукту
Після серії суворих процесів препрег набув форми. Акуратно намотаний у рулон, він нагадує свиток, готовий до використання, і очікує відправлення на виробничі лінії по всьому світу. Там він перетвориться на основний матеріал для компонентів літаків, деталей гоночних автомобілів високого класу, преміальних ракеток для бадмінтону та інших передових продуктів.

Хоча процеси виготовлення односпрямованих і двоспрямованих препрегів подібні, між ними все ж існують відмінності.
Основна відмінність: структура волокна визначає всі варіації.
1. Односпрямований препрег: усі волокна розташовані паралельно в одному напрямку. Подібно до "надміцного віника", він може витримувати величезні розтягувальні зусилля лише вздовж напрямку щіток віника.
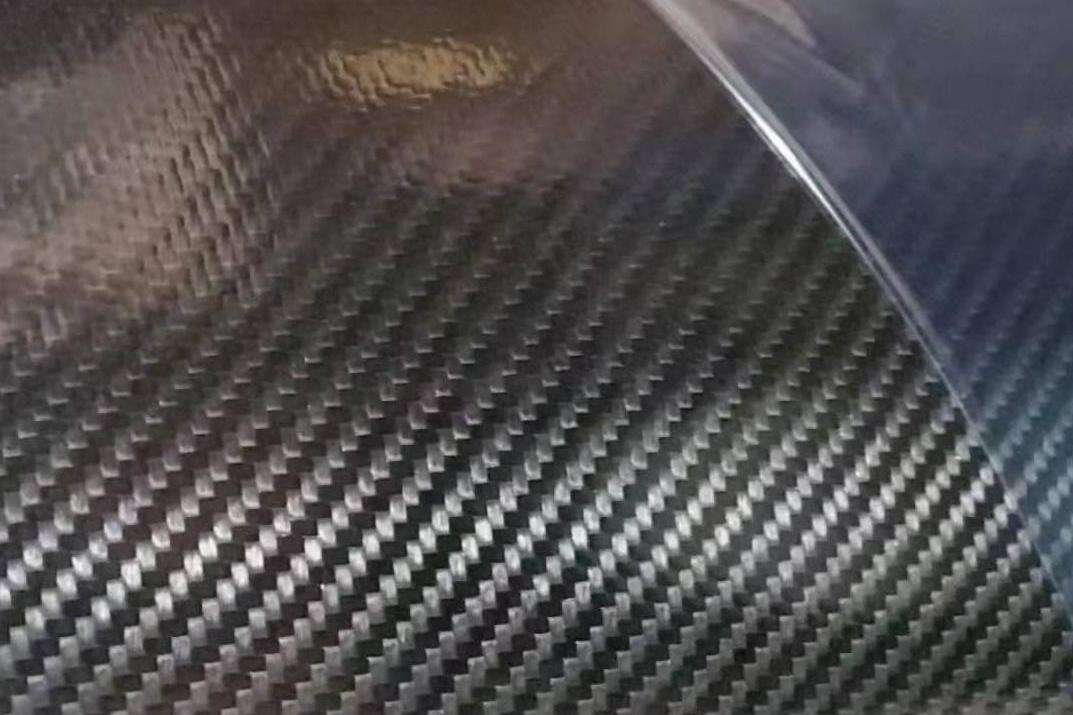
двонаправлений препрег: волокна ткуться у формі тканини, зазвичай найпоширенішим способом — полотняним, саржевим або атласним переплетінням. Волокна переплітаються під кутами 0° та 90°. Як і полотно, матеріал має високу міцність і стабільність в обох напрямках.
Детальне порівняння: односторонні препреги та двонаправлені препреги
Цікавинка
(1) Що можна зробити з одного аркуша препрегу?
(2) Як визначити якісний препрег візуально?
Огляньте поверхню: смола повинна мати рівномірний блиск без «білих ниток» (сухих волокон).
Почуйте текстуру: при кімнатній температурі матеріал не повинен липнути до рук, але ставати липким при легкому нагріванні.
Оцініть запах: якісна смола має ледь відчутний запах «канифолі»; гострий запах зазвичай вказує на погані агенти затвердіння.
Авторські права © 2026 Zhangjiagang Weinuo Composites Co., Ltd. Збережено всі права

